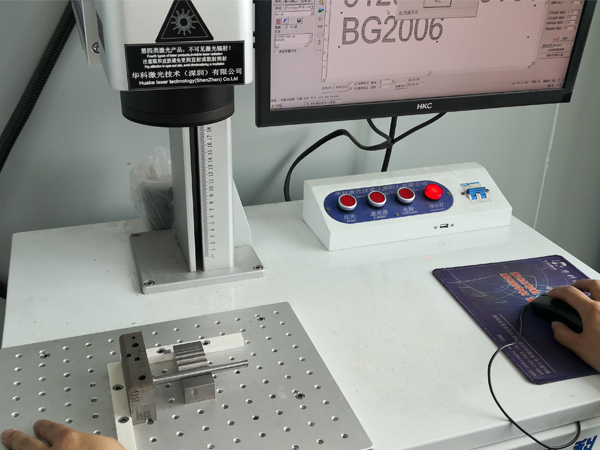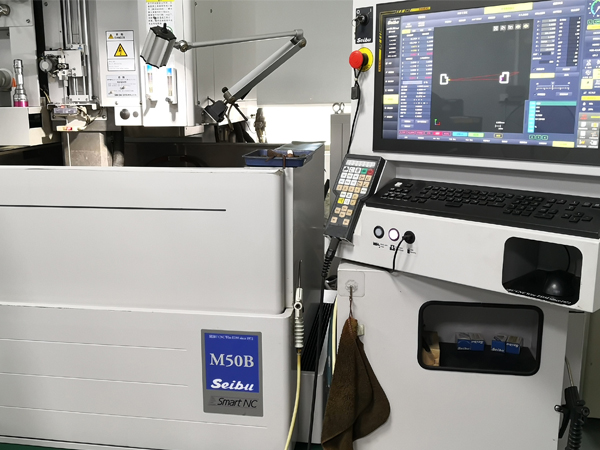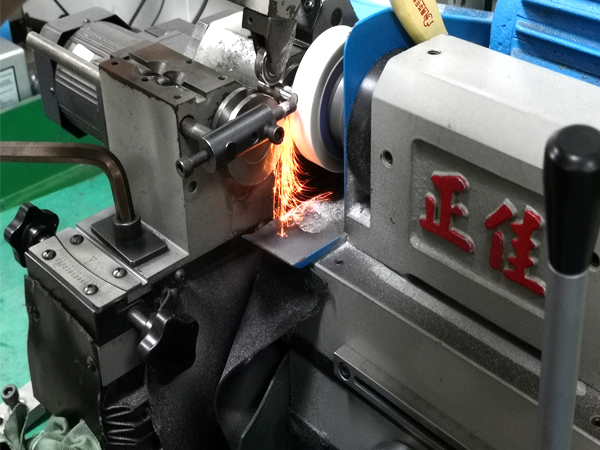
采用数控机床(如高速铣削、电火花加工)实现±0.005mm级公差控制,表面粗糙度达Ra0.2μm以下,确保微型配件(如连接器针脚)的尺寸稳定性
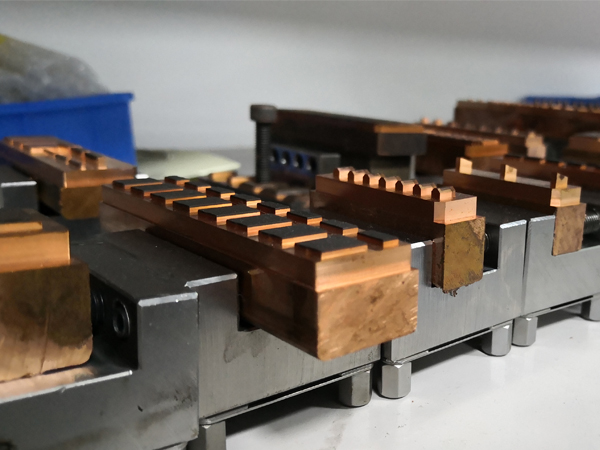
选用P20、H13等合金钢或硬质合金,通过淬火+回火工艺(如Cr12MoV采用900-1020℃淬火+220℃回火)提升耐磨性,控制内应力变形

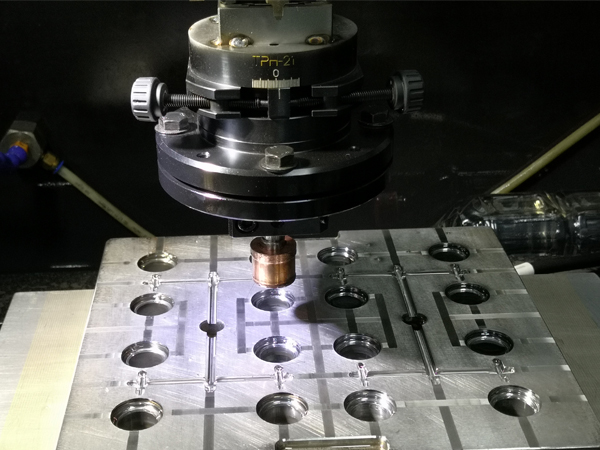
以基准件定位,配合三坐标测量仪(精度±0.001mm)验证型腔尺寸,确保多腔模具温差≤±0.5℃,避免注塑件翘曲

针对异形曲面或微孔结构,采用线切割、激光加工等特种工艺,结合CAE模拟优化冷却水路设计,提升模具寿命与成型效率








 实力见证
实力见证 精工品质
精工品质 生产检测设备
生产检测设备 研发中心
研发中心 技术能力
技术能力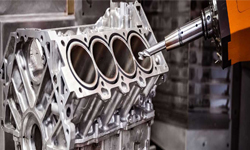 制造中心
制造中心 公司简介
公司简介 企业文化
企业文化 资质认证
资质认证 服务流程
服务流程 公司新闻
公司新闻 行业新闻
行业新闻 联系我们
联系我们