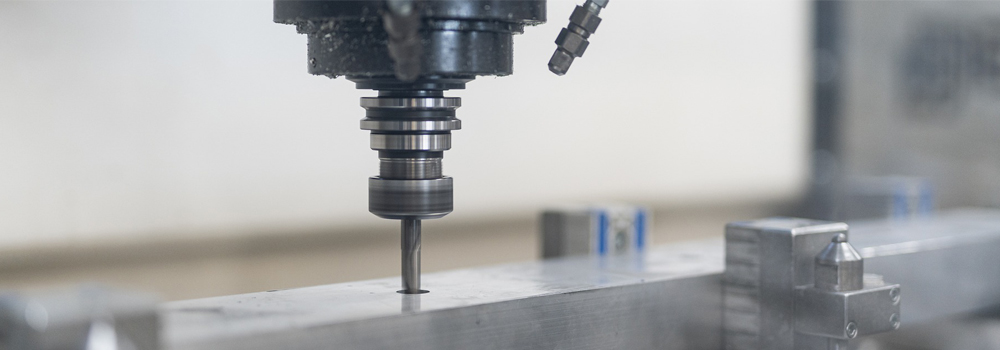
采用五轴联动CNC加工中心,实现±0.005mm的重复定位精度,配合慢走丝线切割(Ra0.8μm)与镜面电火花加工(Ra0.025μm)
伺服驱动系统实现0-200kN无级变压边力调节,响应时间<10ms,解决深腔件起皱问题
采用碳化钨硬质合金镶件(硬度HRC60-65)处理玻璃纤维增强材料,磨损率降低70%












 实力见证
实力见证 精工品质
精工品质 生产检测设备
生产检测设备 研发中心
研发中心 技术能力
技术能力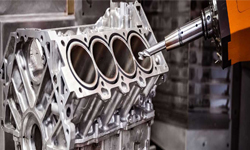 制造中心
制造中心 公司简介
公司简介 企业文化
企业文化 资质认证
资质认证 服务流程
服务流程 公司新闻
公司新闻 行业新闻
行业新闻 联系我们
联系我们